

| Product name | Carbon Steel Pipe |
|---|---|
| Technology | Hot Rolled, Cold Rolled |
| Surface | Black, Bright, Galvanized Coated |
| Edge | Mill Edge Slit Edge |
| Size | Customized Size |
| Usage | Construction Structure, Industry, Ship |
| MOQ | 1 Ton |
| Delivery time | 7-15 Days |
Product description
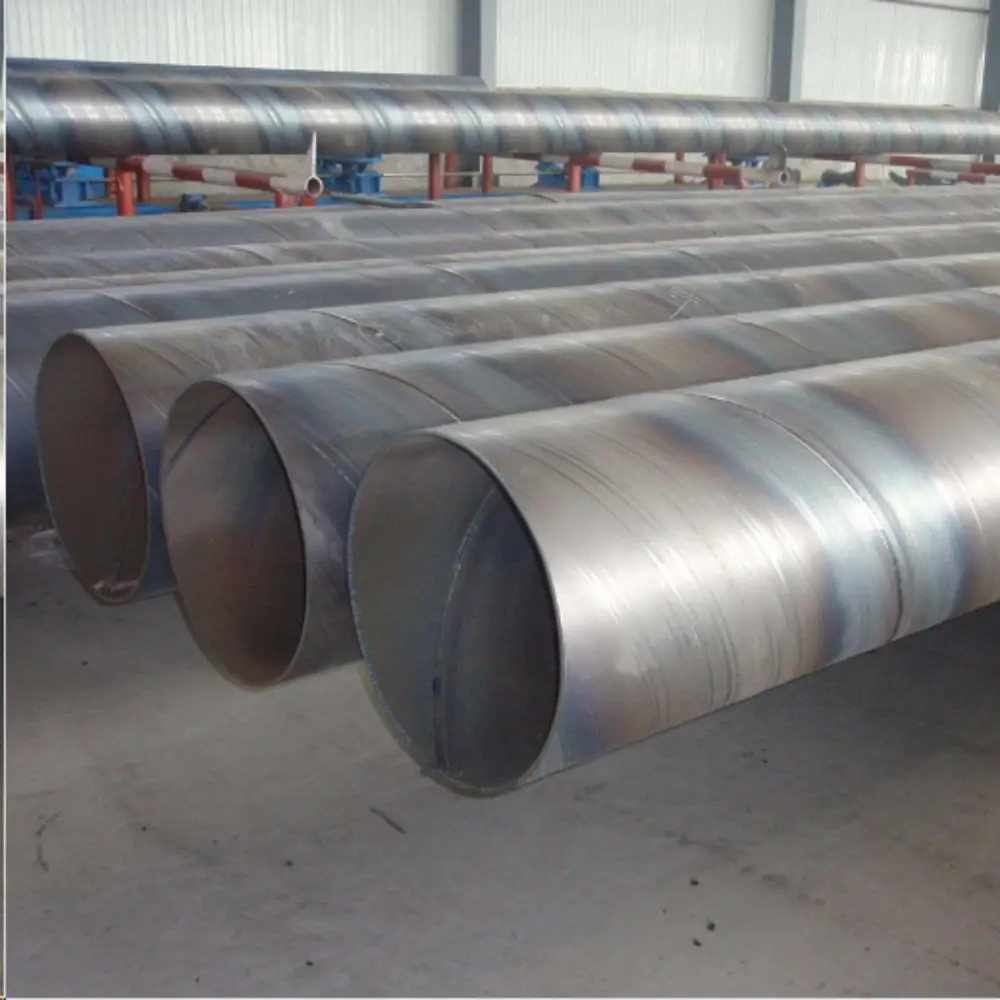
Spiral welded pipe: It is made by rolling low-carbon carbon structural steel or low alloy structural steel strips into pipe billets at a certain helix angle (called forming angle), and then welding the pipe seams to produce large-diameter steel pipes using narrower strip steel.Spiral welded pipes have played a significant role in conveying gas and transportation. With the planning and construction of multiple major pipeline projects both domestically and internationally, high value-added products such as large deformation pipeline steel, high-strength grade hot bending pipes, and thick specification low-temperature pipe fittings have shown good market competitiveness and significant market demand. However, domestic enterprises have made relatively slow progress in developing this series of products, and should quickly develop high value-added and large deformation pipeline steel, hot bending pipe steel, and other products suitable for industrial applications Low temperature pipe fittings for pipeline stations are made of steel, X100 straight seam submerged arc welded pipes, spiral seam submerged arc welded pipes, and hot bending spiral welded pipes.
Spiral welded pipes are mainly used in tap water engineering, petrochemical industry, chemical industry, power industry, agricultural irrigation, and urban construction in China. Used for liquid transportation: water supply and drainage. Used for gas transportation: gas, steam, liquefied petroleum gas. Used as a structure: as a pile driving pipe, as a bridge; Pipelines for docks, roads, building structures, etc.
Spiral welded pipe is also a type of welded pipe equipment, and its strength is generally higher than that of straight seam welded pipe. It can produce welded pipes with larger diameters using narrower billets, and can also produce welded pipes with different diameters using billets of the same width. However, compared to straight seam pipes of the same length, the weld length increases by 30-100% and the production speed is lower. Therefore, smaller diameter welded pipes mostly use straight seam welding, while larger diameter welded pipes mostly use spiral welding.
Spiral steel pipe production process
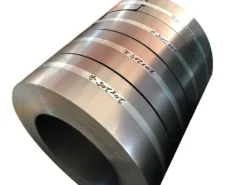
It is a spiral seam steel pipe made from strip steel coils as raw materials, often formed by warm extrusion, and welded using the automatic double wire double-sided submerged arc welding process.
1. Raw materials include steel coils, welding wires, and flux. Strict physical and chemical testing must be conducted before investment.
2. The butt joint of the strip steel head and tail is carried out using single or double wire submerged arc welding, and automatic submerged arc welding repair welding is used after rolling into steel pipes.
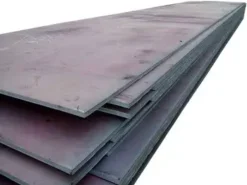
3. Before forming, the strip steel undergoes leveling, edge cutting, edge planning, surface cleaning, transportation, and pre bending treatment.
4. The use of an electric contact pressure gauge to control the pressure of the hydraulic cylinders on both sides of the conveyor ensures the smooth transportation of the strip steel.
5. Adopting external or internal control roller forming.
6. The use of a weld gap control device ensures that the weld gap meets welding requirements, and the pipe diameter, misalignment, and weld gap are strictly controlled.
7. Both internal and external welding are carried out using Lincoln electric welding machines from the United States for single or double wire submerged arc welding, in order to obtain stable welding specifications.
8. The completed welds have undergone online continuous ultrasonic automatic damage detection, ensuring 100% non-destructive testing coverage of spiral welds. If there are defects, automatic alarm and spray marking will be given, and production workers can adjust process parameters at any time to eliminate defects in a timely manner.
9. Use an air plasma cutting machine to cut steel pipes into individual pieces.
10. After cutting into a single steel pipe, a strict first inspection system should be carried out for the first three pipes in each batch. The mechanical properties, chemical composition, fusion status, surface quality of the steel pipe, and non-destructive testing should be checked to ensure that the pipe manufacturing process is qualified before it can be officially put into production.
11. The parts with continuous sound wave inspection marks on the weld seam undergo manual ultrasonic and X-ray re examination. If there are indeed defects, they are repaired and undergo non-destructive testing again until it is confirmed that the defects have been eliminated.
12. The pipes where the butt weld seam of the strip steel and the T-joint intersect with the spiral weld seam are all inspected by X-ray television or photography.
13. Each steel pipe undergoes a hydro static test, and the pressure is sealed radially. The test pressure and time are strictly controlled by the steel pipe water pressure microcomputer detection device. Test parameters are automatically printed and recorded.
14. Mechanical processing of the pipe end ensures accurate control of the perpendicularity, groove angle, and blunt edges of the end face.